
Miten kovametalliterät valmistetaan?
Kovametalliterät arvostetaan niiden poikkeuksellisen kovuuden, kulutuskestävyyden ja terävyyden säilyttämisen kyvyn vuoksi pitkiä aikoja, mikä tekee niistä ihanteellisia kovien materiaalien leikkaamiseen.
Kovametalliterät valmistetaan tyypillisesti prosessilla, jossa volframikarbidijauhe sintrataan kiinteään muotoon, minkä jälkeen terä muotoillaan ja viimeistellään. Tässä on vaiheittainen yleiskatsaus siitä, miten kovametalliteriä yleensä valmistetaan:
1. Raaka-aineiden valmistelu
- VolframikarbidiJauheKovametalliterien pääasiallinen materiaali on volframikarbidi (WC), joka on tiheä ja kova volframin ja hiilen yhdiste. Jauhemuodossa oleva volframikarbidi sekoitetaan sideaineeseen, yleensä kobolttiin (Co), sintrausprosessin helpottamiseksi.
- Jauheen sekoitusVolframikarbidijauhe ja koboltti sekoitetaan yhteen tasaiseksi seokseksi. Seosta kontrolloidaan huolellisesti, jotta varmistetaan oikea koostumus halutun terän kovuuden ja sitkeyden saavuttamiseksi.
2. Painaminen
- MuovausJauheseos asetetaan muottiin tai suulakkeeseen ja puristetaan tiiviiksi muodoksi, joka on terän karkea ääriviiva. Tämä tehdään tyypillisesti korkeassa paineessa prosessissa, jota kutsutaankylmäisostaattinen puristus (CIP) or yksiaksiaalinen puristus.
- MuotoiluPuristuksen aikana terän karkea muoto muodostuu, mutta se ei ole vielä täysin tiivis tai kova. Puristin auttaa tiivistämään jauheseoksen haluttuun geometriaan, kuten leikkaustyökalun tai terän muotoon.
3. Sintraus
- Korkean lämpötilan sintrausPuristamisen jälkeen terä käy läpi sintrausprosessin. Tämä tarkoittaa puristetun muodon kuumentamista uunissa lämpötiloissa, jotka ovat tyypillisesti välillä1 400 °C ja 1 600 °C(2552°F - 2912°F), mikä aiheuttaa jauhehiukkasten sulautumisen yhteen ja muodostaa kiinteän, tiheän materiaalin.
- Sideaineen poistoSintrauksen aikana myös kobolttisideainetta käsitellään. Se auttaa volframikarbidihiukkasia tarttumaan toisiinsa, mutta sintrauksen jälkeen se myös auttaa antamaan terälle lopullisen kovuuden ja sitkeyden.
- JäähdytysSintrauksen jälkeen terä jäähdytetään vähitellen kontrolloidussa ympäristössä halkeilun tai vääntymisen välttämiseksi.

4. Hionta ja muotoilu
- HiontaSintrauksen jälkeen kovametalliterä on usein liian karkea tai epäsäännöllinen, joten se hiotaan tarkkoihin mittoihin erikoishiomalaikoilla tai hiomakoneilla. Tämä vaihe on välttämätön terävän reunan luomiseksi ja sen varmistamiseksi, että terä täyttää vaaditut vaatimukset.
- Muotoilu ja profilointiKäyttötarkoituksesta riippuen terää voidaan muotoilla tai profiloida edelleen. Tämä voi sisältää tiettyjen kulmien hiomisen leikkuureunassa, pinnoitteiden levittämisen tai terän kokonaisgeometrian hienosäädön.
5. Viimeistelykäsittelyt
- Pinnoitteet (valinnainen)Joillekin kovametalliterille tehdään lisäkäsittelyjä, kuten titaaninitridin (TiN) kaltaisilla pinnoitteilla, kovuuden ja kulutuskestävyyden parantamiseksi ja kitkan vähentämiseksi.
- KiillotusSuorituskyvyn parantamiseksi entisestään terä voidaan kiillottaa, jolloin saadaan sileä, viimeistelty pinta, joka vähentää kitkaa ja parantaa leikkaustehokkuutta.


6. Laadunvalvonta ja testaus
- KovuusmittausTerän kovuus testataan yleensä sen varmistamiseksi, että se täyttää vaaditut vaatimukset, yleisillä testeillä, kuten Rockwell- tai Vickers-kovuusmittauksilla.
- MittatarkastusTarkkuus on ratkaisevan tärkeää, joten terän mitat tarkistetaan sen varmistamiseksi, että ne täyttävät täydelliset toleranssit.
- SuorituskykytestausTietyissä käyttötarkoituksissa, kuten leikkaamisessa tai halkaisussa, terä voidaan testata käytännössä sen varmistamiseksi, että se toimii tarkoitetulla tavalla.
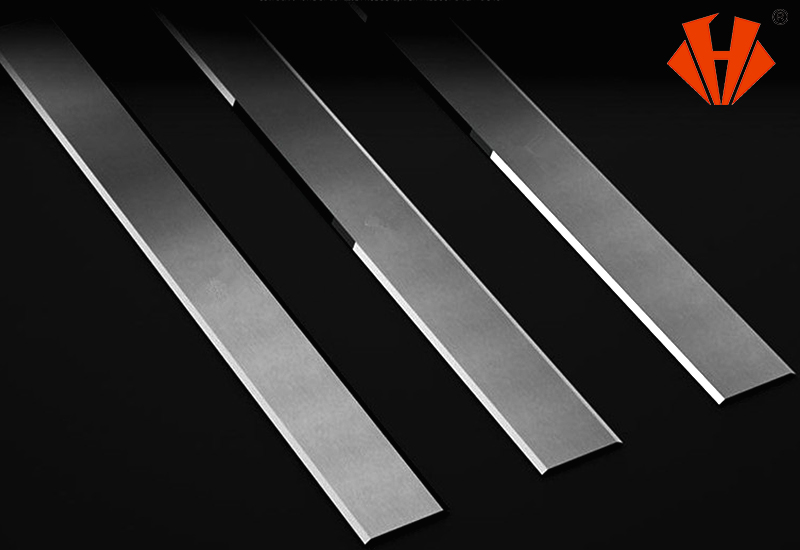
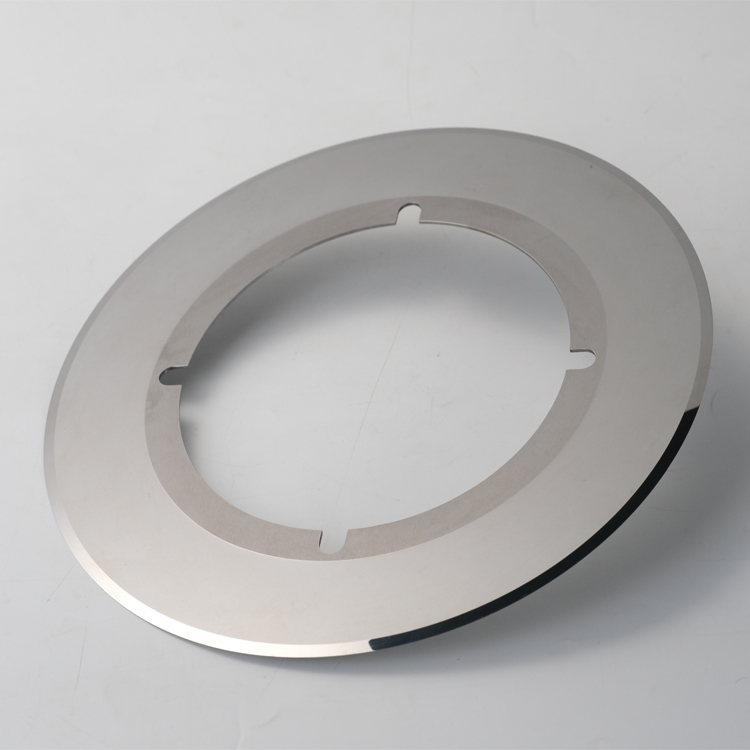
HUAXIN-kovametalli tarjoaa ensiluokkaisia volframikarbidiveitsiä ja -teriä asiakkaillemme eri toimialoilla ympäri maailmaa. Terät voidaan konfiguroida sopimaan käytännössä mihin tahansa teolliseen sovellukseen käytettäviin koneisiin. Terämateriaalit, reunan pituus ja profiilit, käsittelyt ja pinnoitteet voidaan mukauttaa käytettäväksi monien teollisuusmateriaalien kanssa.
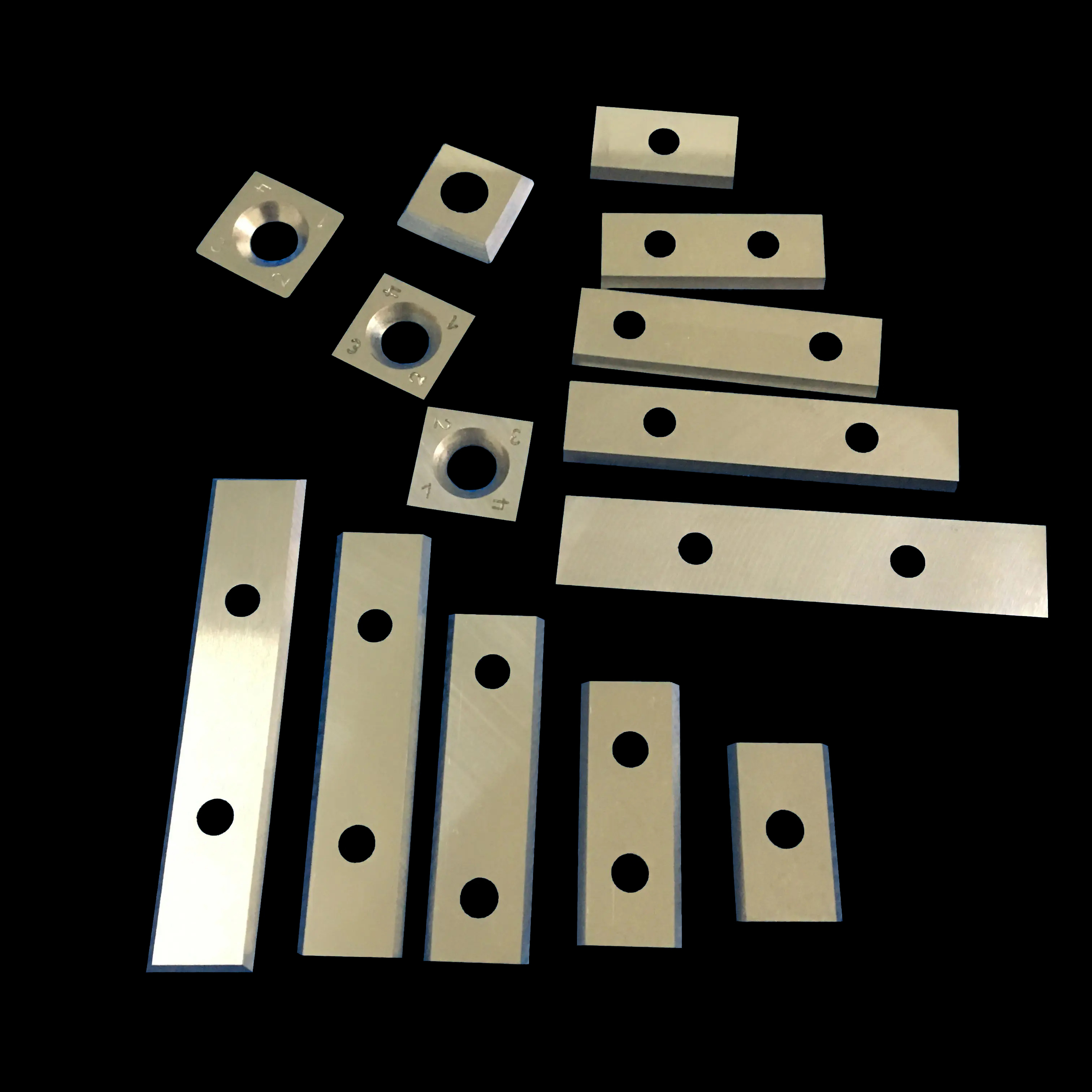
Kun terät ovat läpäisseet kaikki laatutarkastukset, ne ovat valmiita käytettäväksi erilaisissa teollisissa sovelluksissa, kuten metallintyöstössä, pakkausteollisuudessa tai muissa leikkaustoiminnoissa, joissa korkea kulutuskestävyys ja terävyys ovat olennaisia.
Julkaisuaika: 25.11.2024



